Nouvelles Technologies de Forgeage de Lingots et d'Ébauches par Quatre Matrices dans des Presses de Forgeage Libre
Résumé
Récemment, les technologies de forgeage à quatre matrices sont de plus en plus utilisées dans l'industrie en raison de la demande croissante de pièces forgées longues plus sophistiquées et plus lourdes. Il existe deux technologies de forgeage de lingots à quatre matrices qui se développent indépendamment l'une de l'autre. La première est une technologie conventionnelle où des machines de forgeage radial (MFR) puissantes sont employées. La seconde technologie est basée sur l'utilisation de presses de forgeage libre et de dispositifs spéciaux de forgeage à quatre matrices.
Cet article considère la technologie de forgeage à quatre matrices utilisant des dispositifs de forgeage à quatre matrices dans des presses de forgeage libre. Les nouvelles technologies de forgeage dans des dispositifs de forgeage à quatre matrices, employées pour la première fois par Tyazhpressmash JSC, sont présentées, y compris celles utilisées pour produire des pièces forgées creuses lourdes.
Sur la base d'études industrielles, il a été confirmé que l'utilisation d'un dispositif de forgeage à quatre matrices assure une productivité élevée du processus, des conditions isothermes de forgeage et un travail intensif de déformation de la structure métallique grâce à des déformations de cisaillement supplémentaires.
Il a été établi que le forgeage d'aciers et d'alliages inoxydables, à outils, à matrices, rapides, au titane, résistants à la chaleur et à haute température dans le dispositif de forgeage à quatre matrices assure au moins un doublement de la productivité, une réduction des pertes de métal, une meilleure qualité du métal en surface et en profondeur par rapport à la technologie conventionnelle de forgeage à deux matrices.
La production à l'échelle industrielle de dispositifs de forgeage à quatre matrices pour des presses de forgeage libre de 5 à 45 MN a été maîtrisée. Les perspectives de développement du forgeage à quatre matrices avec l'utilisation de nouveaux dispositifs de forgeage ont été esquissées.
Introduction
Jusqu'à récemment, les processus de forgeage à quatre matrices n'incluaient que les processus de forgeage radial dans les machines de forgeage radial (MFR). Maintenant, la situation a changé, bien que la plupart des produits forgés à quatre matrices soient encore fabriqués dans des MFR.
À la fin des années 60 et au début des années 70 du siècle dernier, lorsque de nouvelles machines de forgeage radial puissantes de 6,5 à 25 MN par matrice ont été construites, on a commencé à les utiliser pour le forgeage radial de grands lingots et de billettes coulées en continu de divers matériaux, y compris des aciers et des alliages hautement alliés. Les principaux fabricants mondiaux de machines de forgeage radial, tels que GFM GmbH (Autriche), SMS Meer GmbH (Allemagne), Danieli (Italie) ont obtenu de grands succès dans le développement de MFR de pointe pour forger des lingots, tant pleins que creux, de jusqu'à 850 mm de diamètre, assurant non seulement un taux de forgeage élevé, mais aussi une bonne qualité des pièces forgées [1].
Le niveau actuel de développement technologique démontre qu'il existe une demande constante pour des machines et des unités de grande taille nécessitant des pièces forgées longues, tant pleines que creuses, de taille et de poids de plus en plus grands. Cependant, depuis que des MFR de 30 MN ont été conçues par GPM GmbH, la fabrication de telles machines et de machines plus puissantes a ralenti. Il semble que nous soyons sur le point d'atteindre la limite de la capacité de ces machines et de la taille des pièces forgées qu'elles produisent. Ces machines coûtent plusieurs fois plus cher que des presses de forgeage libre comparables. Elles sont difficilement rentables dans la fabrication de pièces forgées lourdes uniques requises seulement en petites quantités.
Par conséquent, de nombreuses tentatives ont été faites dans la seconde moitié du vingtième siècle pour adapter les presses de forgeage libre au forgeage à quatre matrices. Cependant, les premiers designs opérationnels de dispositifs de forgeage à quatre matrices de type industriel destinés au forgeage à quatre matrices de lingots dans des presses de forgeage libre sont apparus il n'y a pas longtemps (Fig. 1 à 3) [2, 3].

Fig. 1. Dispositif de forgeage à quatre matrices pour une presse de forgeage libre de 45 MN

Fig. 2. Forgeage d'un lingot de 10 t d'acier à outils dans le dispositif de forgeage à quatre matrices (presse de 25 MN)

Fig. 3. Dispositif de forgeage à quatre matrices en fonctionnement avec une presse de forgeage libre de 45 MN
Forgeage avec utilisation de dispositifs de forgeage à quatre matrices dans des presses de forgeage libre
Lors de la conception du dispositif de forgeage à quatre matrices, l'objectif n'était pas simplement de copier la technologie bien connue du forgeage à quatre matrices utilisée dans les MFR, mais de créer la technologie la plus efficace possible en prenant tout ce qu'il y a de mieux du forgeage radial.
Lorsque la pièce est réduite des quatre côtés dans la MFR, toutes les matrices se déplacent de la même manière (radialement), l'élargissement latéral est presque absent et tout le métal s'écoule dans la direction longitudinale, assurant un taux de forgeage élevé. Des contraintes de compression sont générées sur la surface de la pièce, empêchant toute déchirure dans la couche superficielle du métal, et les défauts de surface présents initialement dans la pièce diminuent en profondeur à mesure que le forgeage progresse. Cependant, cette réduction symétrique sur quatre côtés avec une liberté limitée d'écoulement du métal dans l'espacement entre les matrices ne produit pas de déformations de cisaillement significatives dans la section transversale de la pièce. Il en résulte un rapport de réduction de forgeage beaucoup plus élevé requis pour les MFR par rapport aux presses et aux marteaux pour obtenir une qualité comparable du métal des pièces forgées à partir de stock initial équivalent.
Dans la conception du dispositif de forgeage à quatre matrices développée, la matrice inférieure (1) reste toujours stationnaire, deux matrices latérales (2, 4) se déplacent vers le centre de la pièce (5) et vers la matrice inférieure simultanément, et la matrice supérieure (3) parcourt deux fois la distance couverte par chaque matrice latérale en direction radiale (Fig. 4). Ce schéma de forgeage permet d'accomplir deux tâches à la fois : générer des contraintes de compression sur la surface de la pièce et induire des déformations de cisaillement dans la section transversale de la pièce.
De plus, une presse de forgeage libre permet le forgeage à n'importe quelle réduction limitée uniquement par la capacité de la presse et l'espace de travail. Par conséquent, lors du forgeage dans le dispositif de forgeage à quatre matrices, un lingot peut être réduit de sorte qu'une partie du métal soit forcée dans l'espacement entre les matrices pour intensifier le travail de déformation de la structure métallique coulée. Des déformations de cisaillement supplémentaires se développent dans la pièce à la suite de telles réductions. Ensuite, après avoir tourné la pièce de 45°, les projections métalliques ainsi obtenues sont forcées de revenir dans la direction radiale de la pièce, permettant la pénétration des déformations de cisaillement à travers toute sa section transversale.
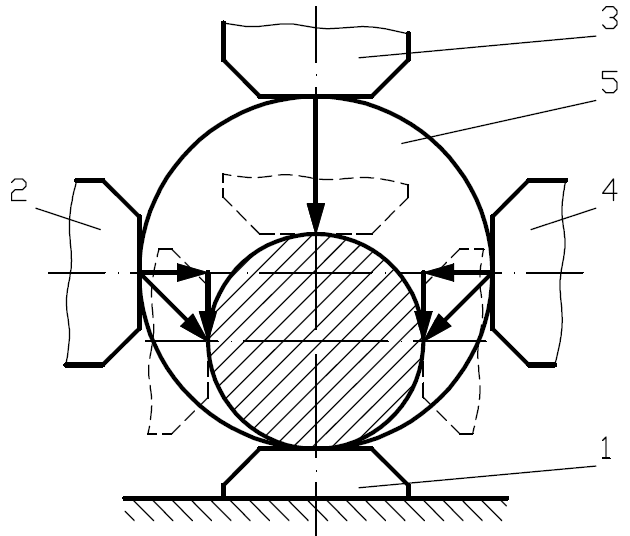
Fig. 4. Schéma de réduction de la pièce dans le dispositif de forgeage
Productivité
La productivité du forgeage dans le dispositif de forgeage à quatre matrices dépend du schéma de forgeage, du poids du lingot et du rapport de réduction nécessaire pour obtenir une pièce forgée avec les dimensions requises à partir d'un lingot donné (Fig. 5). La figure 5 fournit des données sur la productivité du forgeage pour trois types de lingots - 5 t (schéma n° 1.4). 7 t (schéma n° 2, 5) et 10 t (schéma n° 3, 6) d'acier 40XH (analogue à AISI 3140) dans une presse de forgeage libre de 25 MN. Les schémas de forgeage n° 1 à 3 sont les schémas où le métal n'est pas forcé dans l'espacement entre les matrices, tandis que les schémas de forgeage n° 4 à 6 comportent le forçage du métal dans l'espacement entre les matrices.
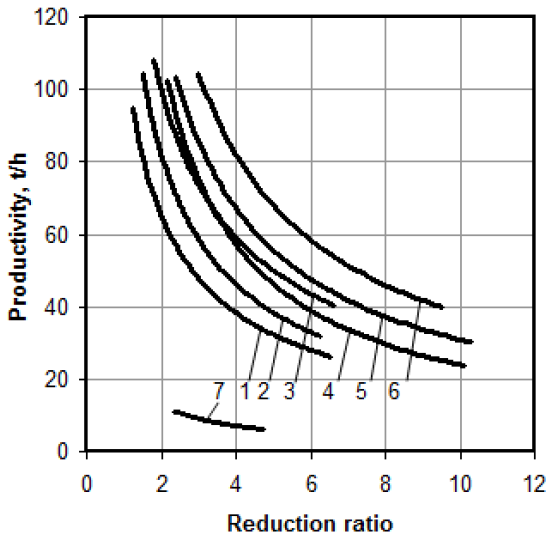
Fig. 5. Productivité du forgeage des lingots de différentes masses en fonction du rapport de réduction
Les numéros de schéma de forgeage correspondent aux numéros de courbe dans la Fig. 5.
Schéma n°1:
Ø750 mm → 750x670 mm → 670x670 mm → 670x640 mm → 640x610 mm → 610x560 mm → 560x490 mm → 490x400 nm → 400x300 mm → 300x300 → Ø300 mm (10 passes).
Schéma n°2:
Ø850 mm → 850x780 mm → 780x740 mm → 740x700 mm → 700x630 mm → 630x540 mm → 540x420 mm → 420x350 mm → 350x350 mm → Ø350 mm (9 passes).
Schéma n°3:
Ø1000 mm → 1000x900 mm → 900x900 mm → 900x850 mm → 850x800 mm → 800x700 mm → 700x600 mm → 600x440 mm → 440x400 mm → Ø400 mm (9 passes).
Schéma n°4:
Ø750 mm → 760x550 mm → 550x540 mm → 540x440 mm → 440x380 mm → 380x310 mm → 310x240 mm → 240x240 mm → Ø240 mm (8 passes).
Schéma n°5:
Ø850 mm → 860x600 mm → 600x560 mm → 560x520 mm → 520x470 mm → 470x400 mm → 400x280 mm → 280x270 mm → Ø270 mm (8 passes).
Schéma n°6:
Ø1000 mm → 1005x750 mm → 750x720 mm → 720x700 mm → 700x530 mm → 530x430 mm → 430x320 mm → 320x320 mm → Ø320 mm (8 passes).
La figure 5 montre que le forgeage avec forçage du métal dans l'espacement entre les matrices (Schémas n° 4 à 6) présente une productivité du processus beaucoup plus élevée que le forgeage sans cela (Schémas n° 1 à 3). De plus, la productivité augmente à mesure que le poids du lingot augmente.
La courbe 7 (Fig. 5) représente la relation entre la productivité du forgeage d'un lingot de 5 t par deux matrices dans une presse de 25 MN et le rapport de réduction. La comparaison des deux procédés de forgeage de lingots montre que la productivité du forgeage dans le dispositif de forgeage à quatre matrices est au moins 4,5 fois supérieure à celle du procédé conventionnel de forgeage à deux matrices.
Lors de la sélection d'un schéma de forgeage, la force de forgeage requise pour chaque opération doit être calculée. La force de forgeage ne doit pas dépasser la force maximale admissible d'une presse de forgeage libre à utiliser pour le forgeage. Le calcul de la force de forgeage pour le dispositif de forgeage à quatre matrices est très différent du calcul des forces pour d'autres processus de forgeage à quatre matrices. Sur la base de l'analyse de la distribution des forces dans le dispositif de forgeage et de l'état de contrainte et de déformation du métal, des équations d'équilibre ont été établies, après résolution desquelles la formule suivante a été obtenue pour déterminer la force requise sur le bélier de la presse (P):
 (1)
(1)
où
 - coefficients d'état de contrainte;
- coefficients d'état de contrainte; - longueur moyenne de la zone de déformation géométrique (avance);
- longueur moyenne de la zone de déformation géométrique (avance); - largeur moyenne de la zone de déformation géométrique;
- largeur moyenne de la zone de déformation géométrique; - résistance à la déformation plastique;
- résistance à la déformation plastique; - angle d'inclinaison des surfaces de glissement latérales du dispositif de forgeage;
- angle d'inclinaison des surfaces de glissement latérales du dispositif de forgeage; - facteur de frottement pour les surfaces de glissement latérales du dispositif de forgeage.
- facteur de frottement pour les surfaces de glissement latérales du dispositif de forgeage.
La formule (1) a été prouvée par la pratique industrielle du forgeage de nombreux lingots et ébauches de divers aciers et alliages dans des presses de forgeage de 5, 18, 20, 25 et 45 MN. Les écarts des données expérimentales par rapport aux données calculées n'ont pas dépassé 15%, ce qui est suffisamment bon pour la pratique d'ingénierie.
Le forgeage dans le dispositif de forgeage à quatre matrices permet de maintenir la température du métal de la pièce dans une plage étroite en raison du chauffage par déformation, puisque la réduction sur quatre côtés génère beaucoup plus de chaleur que la réduction par deux matrices. Cet avantage offert par le dispositif de forgeage à quatre matrices a été confirmé par le forgeage réussi d'alliages à base de nickel à haute température. Cependant, pour forger des aciers et des alliages hautement alliés, il est recommandé d'intégrer les dispositifs de forgeage à quatre matrices dotés d'un contrôle assisté par ordinateur. Des réductions, des rotations et des avances spécifiées peuvent être effectuées en utilisant un programme de forgeage établi, de sorte que des conditions proches des conditions isothermes soient remplies ainsi que les déformations radiales et de cisaillement nécessaires. À cet égard, la surveillance continue de la température du métal de la pièce est requise, par exemple avec l'utilisation de pyromètres fixes. Ces pyromètres doivent envoyer continuellement des données à l'ordinateur pour traiter ces données et ajuster les paramètres de forgeage en temps réel. Le forgeage dans des conditions isothermes permet d'obtenir des pièces forgées finies présentant des propriétés uniformes tant dans le sens longitudinal que transversal avec un chauffage intermédiaire minimal de la pièce ou sans celui-ci. Cela se traduit par une consommation d'énergie plus faible, des pertes de métal réduites sous forme d'écailles, un temps et un travail requis moindres. Le mode isotherme a été utilisé pour forger des lingots de 10 t d'aciers de construction faiblement alliés 17Г1С, 18ХГ (analogue à AISI 5120) et 40XMA avec l'utilisation du dispositif de forgeage à quatre matrices installé dans une presse de forgeage libre de 20 MN. La presse était contrôlée manuellement. Néanmoins, même le contrôle manuel a permis d'effectuer le forgeage entre 1010 et 1030°C. Les lingots ont été forgés en une seule chauffe (Fig. 6).
Qualité des pièces forgées en aciers à outils
La qualité du métal est le principal critère de sélection d'un procédé de forgeage presque en toutes circonstances. À ce jour, de nombreuses études sur la qualité du métal forgé avec l'utilisation de dispositifs de forgeage à quatre matrices ont été réalisées, montrant une haute efficacité du forgeage à quatre matrices pour une large gamme d'aciers et d'alliages [4].
Il est connu que les propriétés mécaniques du métal dépendent de la quantité de sa déformation plastique et du traitement thermique final. En faisant varier quatre paramètres principaux du processus (vitesse et degré de déformation, température et pause post-déformation) et la composition chimique de l'alliage, on peut obtenir l'ensemble complet des états structurels, par exemple, la sous-structure d'écrouissage à froid, la sous-structure polygonale, la structure recristallisée à grains fins. En plus des paramètres mentionnés ci-dessus, la structure du métal peut être efficacement contrôlée en sélectionnant un certain schéma de déformation conduisant à des déformations de cisaillement dans le métal de la pièce.
Des barres en acier à outils Х12МФ (analogue à AISI D2) de la composition chimique suivante ont été forgées à un rapport de réduction de 2 dans le dispositif de forgeage à quatre matrices installé dans une presse de forgeage de 5 MN et dans une machine de forgeage radial SXP-55:
С - 1,5%. Si - 0,4%. Mn - 0,4%, Cr - 12%, Mo - 0,5%, V - 0,3%.
La figure 7 montre la microstructure du métal dans la zone centrale des pièces forgées de 122 mm de diamètre fabriquées en MFR (Fig. 7a) où de nombreux carbures de grande taille et des clusters de carbures sont observés, ce qui est la preuve d'une structure métallique mal travaillée, et dans le dispositif de forgeage (Fig. 7b) où la microstructure du métal présente de nombreux carbures de petite et moyenne taille uniformément répartis dans le volume du métal.
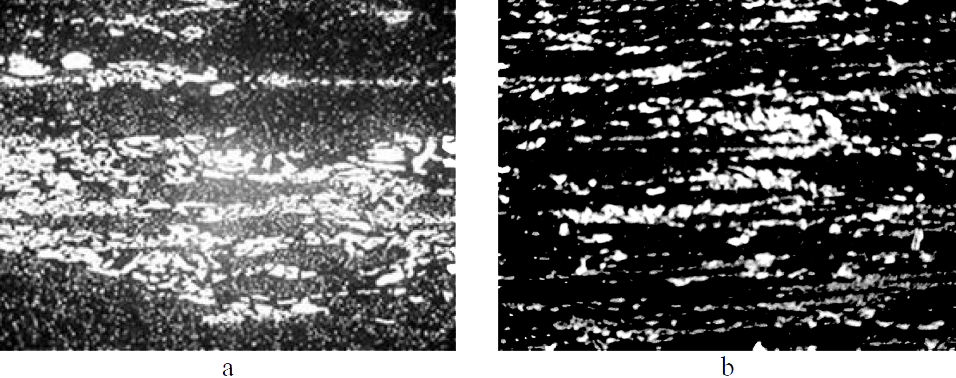
Fig. 7. Microstructure du métal dans la zone centrale des pièces forgées de 122 mm de diamètre fabriquées en MFR (a) et dans le dispositif de forgeage à quatre matrices (b), grossissement 100x
La figure 8 illustre la distribution de la surface occupée par des carbures de différentes tailles pour le métal forgé en MFR (courbe 1) et dans le dispositif de forgeage (courbe 2). Ainsi, le dispositif de forgeage à quatre matrices assure un travail plus uniforme de la structure métallique dans l'ensemble de la section transversale, ce qui est mis en évidence par la décomposition des carbures eutectiques non seulement dans la zone de surface, mais aussi dans la zone centrale de la section transversale de la pièce forgée, ainsi que par la destruction des grands clusters eutectiques.
D'autres études ont démontré que le forgeage radial et de cisaillement intensif de barres d'alliages В11М7К23-МОД et USP18K23-MOD-PM dans le dispositif de forgeage à quatre matrices assure une distribution uniforme de phases intermétalliques fines comme (Fe. Co)7, (W, Мо)6 et de phases de Laves comme Fe2W(Mo). En outre, les études ont montré que le forgeage à quatre faces dans le dispositif de forgeage fournit une inhomogénéité de carbone dans les pièces forgées de 80 à 100 mm de diamètre 1,5 à 2 fois inférieure à celle obtenue lors du forgeage par deux matrices.
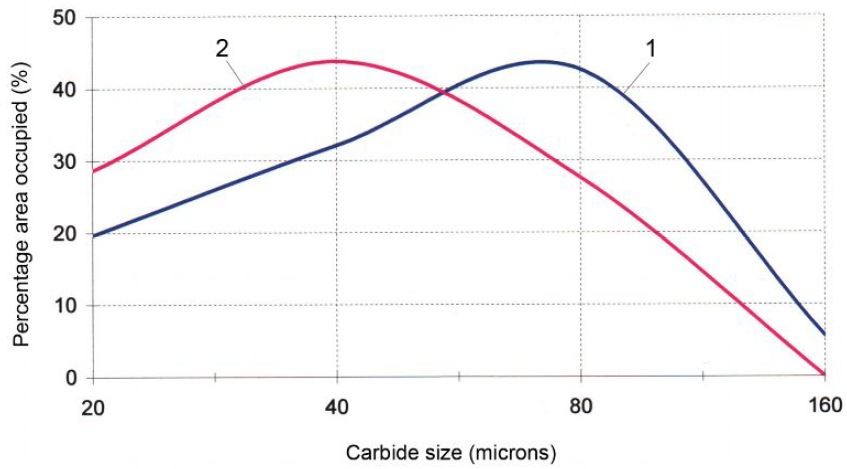
Fig. 8 Distribution de la surface occupée par des carbures de différentes tailles pour le métal forgé en MFR (1) et dans le dispositif de forgeage à quatre matrices (2)
Qualité des pièces forgées en aciers et alliages spéciaux hautement alliés
L'utilisation de dispositifs de forgeage à quatre matrices pour forger des lingots d'aciers et d'alliages hautement alliés présentant une faible plasticité est d'un grand intérêt. Des lingots de divers aciers et alliages ont été forgés dans le dispositif de forgeage à quatre matrices installé dans une presse de forgeage libre de 20 MN sur commande de nombreux clients en Russie (Tableau 1).
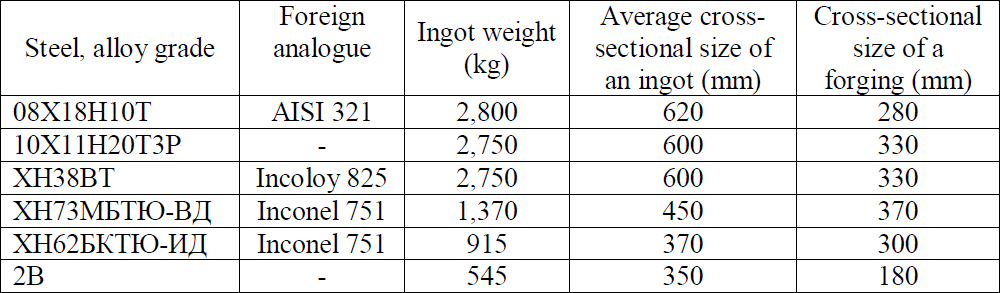
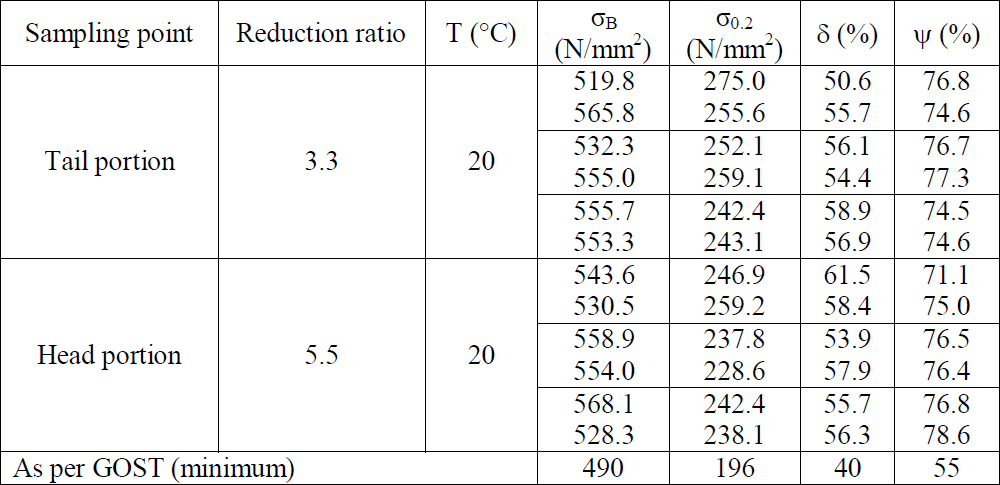
Un lingot d'acier 08X18H10T a été chauffé dans un four à chambre à gaz à 1030°C et forgé dans le dispositif de forgeage à quatre matrices jusqu'à un diamètre de 280 mm en une seule chauffe. La température de fin de forgeage était de 780°C. Rapport de réduction: dans la partie supérieure du lingot - 5,5 et dans la partie inférieure du lingot - 3,3. Aucun défaut n'a été trouvé sur la surface de la pièce forgée.
L'évaluation de la macrostructure des échantillons d'acier 08X18H10T a montré que la macrostructure était compacte et uniforme. Les résultats des tests mécaniques sont donnés dans le Tableau 2. Les résultats montrent que le niveau des propriétés dépasse les exigences des documents normatifs. Il n'y a pas de différence considérable dans le niveau des propriétés dans la partie supérieure et dans la partie inférieure de la pièce forgée. Les tests de résistance à la corrosion intergranulaire ont également donné de bons résultats à différentes températures de durcissement des échantillons.
La qualité des pièces forgées en aciers 10X11H20T3P et XH38BT était également élevée et était égale à la qualité des pièces forgées fabriquées par deux matrices dans une presse de forgeage libre selon le procédé conventionnel, à l'exception des indicateurs de plasticité (δ, ψ). L'allongement relatif (δ, %) et la striction (ψ, %) dépassaient les mêmes propriétés des pièces forgées fabriquées par deux matrices de 20-30%.
Le lingot d'alliage à base de nickel ХН62БКТЮ-ИД a été chauffé dans un four à gaz à 1140°C. La surface du lingot a été recouverte de matériau isolant thermique avant le forgeage. Là où la surface du lingot n'était pas recouverte de matériau isolant thermique, des fissures de 3 à 5 mm de profondeur ont été observées. Le reste de la surface ne présentait pas de fissures. Le lingot a été forgé jusqu'à un diamètre de 300 mm en une seule chauffe. La macrostructure a été étudiée sur des échantillons de section transversale découpés dans la partie inférieure et la partie supérieure de la barre forgée. Aucun défaut interne sous forme de fissures, de délamination et d'autres discontinuités n'a été trouvé. La taille des grains dans la zone centrale de l'échantillon était de 2 à 4 mm et celle dans sa périphérie était de 1 à 2 mm.
Le lingot d'alliage à base de nickel ХН73МБТЮ-ВД a été chauffé dans un four à gaz à 1180°C et introduit dans une presse de forgeage libre équipée du dispositif de forgeage à quatre matrices à l'aide d'un pont roulant. La température du lingot immédiatement avant le forgeage était de 1130°C à 1140°C. Le lingot a été forgé jusqu'à un diamètre de 370 mm en une seule chauffe. La surface du lingot ne présentait pas de fissures. La macrostructure a été étudiée sur des échantillons de section transversale découpés dans la partie inférieure et la partie supérieure de la pièce forgée. Aucun défaut interne sous forme de fissures, de délamination et d'autres discontinuités n'a été trouvé. La taille des grains dans la zone centrale de l'échantillon était jusqu'à 3 mm et celle dans sa périphérie était de 1 à 2 mm.
Les études de qualité des pièces forgées réalisées (voir Tableau 1) ont montré que leur géométrie, les écarts de diamètre extrêmes et la macrostructure sont entièrement conformes aux exigences pour de tels produits semi-finis.
À ce jour, les procédés de forgeage de lingots et d'ébauches de divers aciers et alliages avec utilisation de dispositifs de forgeage à quatre matrices dans des presses de forgeage libre ont été maîtrisés par Tyazhpressmash JSC, VSMPO AVISMA, JSC «Bummash» et ООО SSM Tyazhmash (Russie). Nous avons également conçu, fabriqué, livré, installé et mis en service plus de 10 dispositifs de forgeage à quatre matrices pour des presses de 10, 16, 20, 30 et 45 MN pour des clients en Chine et dans d'autres pays.
Fabrication de pièces forgées creuses
L'industrie impose des tâches de plus en plus complexes aux fabricants de pièces forgées, qui ne peuvent être accomplies sans maîtriser de nouvelles technologies de forgeage de lingots par quatre matrices dans des presses de forgeage libre. L'une de ces tâches est la fabrication de pièces forgées creuses lourdes avec un diamètre extérieur de 450 à 1 500 mm, une épaisseur de paroi de 60 à 250 mm et une longueur de 5 000 à 12 000 mm
Une pièce forgée creuse peut être fabriquée avec le dispositif de forgeage à quatre matrices à partir d'un lingot ordinaire, d'un lingot creux, d'une ébauche avec un trou réalisé par usinage ou à partir d'une ébauche tubulaire. Le stock à utiliser est la base pour construire un procédé de fabrication de produits creux de grande taille qui doit être finalisé par un forgeage sur mandrin dans le dispositif de forgeage à quatre matrices, similaire au procédé de forgeage de produits creux dans des machines de forgeage radial. Cette technologie de forgeage radial est très prometteuse et elle est en cours d'élaboration chez Tyazhpressmash JSC. À ce jour, Tyazhpressmash JSC a maîtrisé le procédé de forgeage de produits creux de 460 mm de diamètre et 5 100 mm de longueur (épaisseur de paroi - 95 mm) sur mandrin avec l'utilisation du dispositif de forgeage à quatre matrices dans une presse de forgeage libre de 25 MN (Fig. 9).

Fig. 9. Forgeage de lingot creux sur mandrin dans le dispositif de forgeage à quatre matrices
4. Perspectives de développement ultérieur des procédés de forgeage à quatre matrices À ce jour, des conceptions de dispositifs de forgeage à quatre matrices et des technologies de forgeage ont été élaborées pour la fabrication de pièces forgées pleines et creuses avec un diamètre extérieur de 1 000 à 3 000 mm à partir de lingots de 1 300 à 4 000 mm de diamètre dans des presses de forgeage de 60 à 150 MN. Ces technologies sont sur le point d'être mises en œuvre dans l'industrie.
En 2012, il est prévu de maîtriser les technologies de forgeage de lingots de superalliages (haute température, résistant à la chaleur, de précision, etc.) avec l'utilisation de dispositifs de forgeage à quatre matrices dans des presses de 60 MN.
L'expérience de fonctionnement des dispositifs de forgeage à quatre matrices a montré que la conception du dispositif, après sa modernisation et la modernisation de la presse de forgeage, permet le forgeage de lingots avec des déformations de cisaillement intensives selon la technologie développée sans aucun signe de destruction des lingots. Cela permet d'obtenir des matériaux métalliques avec une structure à grains ultra fins augmentant la résistance, la plasticité, la résistance à l'usure et d'autres indicateurs de performance du métal.
Conclusions
1. Un nouveau procédé de forgeage de lingots et d'ébauches par quatre matrices avec l'utilisation de nouveaux dispositifs de forgeage à quatre matrices dans des presses de forgeage libre de 5 à 45 MN a été maîtrisé dans des conditions industrielles.
2. Contrairement aux machines de forgeage radial à quatre matrices, les dispositifs de forgeage à quatre matrices permettent des déformations de cisaillement supplémentaires conditionnées par le mouvement complexe des matrices latérales et le forgeage à n'importe quelles réductions limitées uniquement par la capacité de la presse et l'espace de travail.
3. Le forgeage à quatre matrices assure une augmentation de la productivité du forgeage dans les presses de forgeage libre de plusieurs fois par rapport aux procédés conventionnels de forgeage par deux matrices. Des gains de productivité supplémentaires sont possibles grâce à des réductions avec forçage du métal dans l'espacement entre les matrices.
4. L'effet d'un chauffage par déformation significatif observé lors du forgeage dans le dispositif de forgeage à quatre matrices fournit des conditions approximativement isothermes de forgeage rendant possible la réduction du nombre de chauffages intermédiaires ou leur suppression complète, économisant ainsi du temps, de l'énergie et du travail, et diminuant les pertes de métal sous forme d'écailles.
5. Les résultats des études industrielles du forgeage de lingots d'aciers de construction, d'aciers à outils et d'aciers et alliages spéciaux hautement alliés ont montré que le dispositif de forgeage à quatre matrices assure le travail de la structure métallique à travers toute la section transversale de la pièce, des propriétés mécaniques supérieures du métal forgé, une haute précision dimensionnelle, une bonne forme et finition de surface des pièces forgées.
6. Le procédé de forgeage de pièces forgées creuses sur mandrin avec l'utilisation des dispositifs de forgeage à quatre matrices dans des presses de forgeage libre a été maîtrisé.
7. Dans un avenir proche, il est prévu de commencer la fabrication de pièces forgées avec une structure à grains ultra fins, y compris celles en alliages spéciaux, ainsi que d'utiliser des dispositifs de forgeage à quatre matrices dans des presses jusqu'à 150 MN de force pour fabriquer des pièces forgées lourdes, tant pleines que creuses.
Références
1. Forgeage dans des machines de forgeage radial / V.A. Tyurin. V.A. Lazorkin. I.A. Pospelov. KliP. Flakhovskiy / Édité par V.A. Tyurin. - Moscou: Mashinostroenie. 1990. - 256 pages
2. Brevet d'Ukraine n° 29183A du 27.01.1998. IPC В 21J 13/02.
3. Volodin A.М., Lazorkin V.A. Premiers dispositifs de forgeage à quatre matrices industriels pour le forgeage de lingots et d'alliages dans des presses de forgeage hydrauliques // Métaux ferreux. 2008. Février. P. 14-19.
4. Volodin A.M., Lazorkin V.A. Sur les avantages de la technologie de forgeage de lingots avec l'utilisation de dispositifs de forçage à quatre matrices dans des presses de forgeage hydrauliques // KShP. OMD. 2009.No.lLP. 17-23.
, les FDFD fournissent des déformations de cisaillement supplémentaires causées par le mouvement complexe des matrices latérales et un forgeage avec des réductions limitées uniquement par la puissance de la presse et l'espace de travail.){kind=link}