Sur les Avantages de la Technologie de Forgeage des Lingots dans des Presses de Forgeage Hydrauliques avec des Dispositifs de Forgeage à Quatre Matrices
La mise en œuvre du processus de forgeage de lingots sur des presses de forgeage hydrauliques dans des dispositifs de forgeage à quatre matrices (blocs de forgeage) dans les entreprises industrielles a commencé relativement récemment - il y a moins de 8 ans [1], bien que le processus lui-même ait été développé dans les années 1980 [2]. La mise en œuvre du processus dans la production a été limitée en raison de l'absence d'une conception fiable du bloc de forgeage capable de fonctionner dans les conditions difficiles de la production de forge en continu en deux ou trois équipes. En 2004, une équipe de concepteurs dirigée par l'inventeur V.A. Lazorkin a commencé à concevoir des blocs de forgeage industriels pour des presses d'une force de 20 MN.
Actuellement, des blocs de forgeage à quatre matrices ont été fabriqués et fonctionnent avec succès sur six presses hydrauliques d'une force de 20 MN dans des usines en Russie, et sont également fabriqués pour des usines en Chine, au Brésil, en Allemagne et en Italie (Fig.1) [1, 3, 4].

Fig.1. Bloc de forgeage à quatre matrices lors du forgeage d'un lingot de 10 tonnes d'acier à outils sur une presse de 20 MN dans l'atelier de forge de JSC "Tyazhpressmash"
Le bloc de forgeage à quatre matrices est un outil de forgeage unique qui combine les avantages du forgeage radial sur les machines de forgeage radial (MFR) et du forgeage traditionnel avec deux matrices sur les presses de forgeage. Il peut être installé et fixé sur la table de n'importe quelle presse de forgeage hydraulique (par exemple, avec une force de 2 à 150 MN) à la place des matrices conventionnelles et permet le forgeage à quatre faces des lingots et des billettes avec des macro-cisaillements supplémentaires.
La conception originale des guides latéraux du bloc de forgeage à quatre matrices assure non seulement le centrage du corps supérieur du bloc par rapport au corps inférieur et des coulisseaux par rapport aux corps, mais aussi la séparation des coulisseaux avec les matrices latérales qui y sont fixées sans l'utilisation de mécanismes supplémentaires (Fig.2). Cela garantit la compacité du dispositif et sa grande fiabilité en fonctionnement.

Fig. 2. Bloc de forgeage à quatre matrices pour une presse de 20 MN
Les blocs de forgeage à quatre matrices peuvent être équipés d'un système de refroidissement à eau pour les matrices. En outre, le bloc de forgeage dispose d'un système de lubrification automatisé pour les unités de friction, dont le contrôle est situé sur le panneau de la presse de forgeage. Les systèmes de refroidissement et de lubrification permettent au bloc de forgeage à quatre matrices de travailler pendant une longue période (par exemple, pendant le fonctionnement en trois équipes de la presse) sans surchauffe des unités de friction et avec une usure minimale des surfaces de travail des matrices. Les pertes par friction sous charges de travail dans le bloc de forgeage ne dépassent pas 5%.
La technologie de forgeage dans les blocs de forgeage à quatre matrices présente un certain nombre d'avantages en termes d'économie et de technologie de production par rapport à des méthodes largement utilisées de forgeage de lingots et de billettes sur des presses et des machines de forgeage radial (MFR).
Billettes et pièces forgées résultantes
Dans les blocs de forgeage à quatre matrices, il est possible de forger des lingots et des billettes de section transversale ronde, carrée et polygonale. En même temps, les billettes peuvent avoir des sections transversales constantes ou variables le long de la longueur. Les lingots obtenus par fusion à l'arc ouvert, refusion sous laitier électroconducteur, fusion sous vide à l'arc, sur des installations de coulée continue d'acier et par d'autres méthodes, ainsi que les billettes déformées préalablement (par exemple, forgées sur des presses, des marteaux ou des MFR, ainsi que des produits laminés) peuvent être utilisés. Les lingots et les billettes peuvent être solides ou creux (par exemple, des tubes).
Les lingots et les billettes peuvent être en aciers et alliages au carbone, moyennement alliés, à outils et hautement alliés, ainsi qu'en tout autre métal et alliage forgeable (ferreux et non ferreux).
Les pièces forgées résultantes peuvent avoir des sections transversales rondes, carrées et rectangulaires, ainsi que des sections transversales rondes variables (Fig.3).
Le bloc de forgeage à quatre matrices permet également d'obtenir des pièces forgées creuses à section variable à partir d'une billette creuse initiale (Fig.4).

Fig. 3. Pièces forgées obtenues par forgeage dans un bloc de forgeage à quatre matrices sur une presse de 20 MN

Fig. 4. Forgeage d'une pièce forgée creuse étagée sur une presse de 20 MN
Productivité du processus
Lors du forgeage avec deux matrices (selon la technologie traditionnelle), après chaque réduction, un élargissement latéral significatif du métal se produit, ce qui réduit considérablement l'intensité de l'élongation de la pièce dans la direction de son axe longitudinal. Cela conduit à la nécessité d'effectuer des rotations et des réductions supplémentaires de la pièce pour obtenir la section transversale et la longueur requises.
En raison de la réduction sur quatre côtés de la pièce dans le bloc de forgeage à quatre matrices, l'élargissement latéral du métal est absent ou minimal. Par conséquent, moins de cycles de réductions et de rotations de la pièce sont nécessaires. Cela conduit à une augmentation de la productivité du processus de forgeage.
Une analyse comparative de deux procédés pour obtenir des pièces forgées d'un diamètre de 150 mm à partir d'une billette d'un diamètre de 350 mm a été réalisée. Selon la première technologie, une billette en acier à outils rapide d'un diamètre de 350 mm a été forgée sur une presse avec deux matrices à étamper selon le schéma:
Ø350 mm → 320×365 mm → Ø320 mm → 290×330 mm → Ø290 mm → 260×300 mm → Ø260 mm → 240×270 mm →
Ø240 mm → 220×250 mm → Ø220 mm → 200×230 mm → Ø200 mm → 180×210 mm → Ø180 mm → 160×190 mm →
Ø160 mm → 150×170 mm → Ø150 mm.
Pour obtenir une billette brute d'un diamètre de 150 mm, 18 passes étaient nécessaires. Le forgeage de la même billette d'un diamètre de 350 mm dans le bloc de forgeage à quatre matrices a été réalisé selon le schéma:
Ø350 mm → 240×355 mm → 240×200 mm → 150×150 mm → Ø150 mm.
Pour obtenir une billette brute d'un diamètre de 150 mm lors du forgeage dans le bloc de forgeage à quatre matrices, seulement 4 passes étaient nécessaires, ce qui est 4,5 fois moins que lors du forgeage avec deux matrices.
Lors du forgeage dans le bloc de forgeage à quatre matrices, une déformation plus intensive du métal se produit lors de chaque réduction unique, ce qui permet d'effectuer le forgeage sur une période plus longue dans la plage de température optimale. Cela permet, à son tour, de réduire le nombre de réchauffages intermédiaires de la pièce, et par conséquent conduit à une réduction du cycle de production technologique. En raison de la réduction du nombre de passes de forgeage et de la réduction du nombre de réchauffages intermédiaires de la pièce, la productivité du processus de forgeage dans le dispositif de forgeage à quatre matrices, par rapport au forgeage avec deux matrices, augmente de 1,5 à 3,0 fois, en fonction de la billette initiale et de la pièce forgée résultante.
Consommation d'énergie
La consommation d'énergie lors du forgeage dans un bloc de forgeage à quatre matrices, par rapport au forgeage traditionnel avec deux matrices, est réduite grâce à une façon plus économique de conduire le forgeage, dans laquelle il n'y a pratiquement pas d'élargissement latéral du métal, et tout le volume de métal déformé se déplace à chaque réduction unique dans la direction de l'axe longitudinal de la pièce. Le nombre de passes de forgeage est ainsi réduit plusieurs fois.
Sur le complexe de forgeage AKP 500/2,5, qui comprend une presse de forgeage de 5 MN et un manipulateur d'une capacité de levage de 2,5 tonnes, plusieurs billettes ont été forgées pour déterminer la consommation d'énergie. Le temps machine pour le forgeage d'une billette en acier 40KhN d'un diamètre de 210 mm et d'une longueur de 1070 mm en une pièce forgée d'un diamètre de 95 mm sur l'unité de forgeage AKP 500/2,5 était de 18 minutes 25 secondes lors du forgeage dans des matrices à étamper et de 7 minutes 15 secondes lors du forgeage dans le bloc de forgeage à quatre matrices, ce qui, converti à la production d'une tonne de pièces forgées, donne respectivement 1,04 et 0,42 heures de temps machine. Par conséquent, dans ces conditions, la productivité du forgeage dans des matrices à étamper était de 0,96 tonne de pièces forgées par heure, et la productivité du forgeage dans le bloc de forgeage à quatre matrices était de 2,38 tonnes de pièces forgées par heure.
En raison de l'augmentation de la productivité du forgeage, la consommation d'électricité pour le forgeage a diminué. La consommation d'électricité pour la production d'une tonne de pièces forgées lors du forgeage dans des matrices à étamper était de 380 kWh dans ce cas, et lors du forgeage dans le bloc de forgeage à quatre matrices - 153,5 kWh. Ainsi, lors du passage du forgeage dans des matrices à étamper au forgeage dans le bloc de forgeage à quatre matrices, l'économie d'électricité dans la production d'une tonne de pièces forgées s'élevait à 226,5 kWh.
Une billette similaire a été forgée sur une MFR à quatre matrices modèle SX26. Le temps machine pour le forgeage dans la production d'une tonne de pièces forgées sur la MFR était de 0,45 heure. La consommation d'électricité dans la production d'une tonne de pièces forgées sur la MFR était de 172 kWh, soit 18,5 kWh de plus que lors du forgeage sur une presse dans le bloc de forgeage à quatre matrices.
En raison de la réduction du nombre de passes de forgeage dans le bloc de forgeage à quatre matrices sur la presse de forgeage et de l'effet du chauffage par déformation, il est possible d'éliminer plusieurs réchauffages intermédiaires supplémentaires qui sont utilisés lors du forgeage avec deux matrices, ou de les abandonner complètement. Le rapport d'élongation pour un chauffage d'un lingot ou d'une billette peut varier de 4 à 9.
Cela permet une réduction significative de la consommation de gaz naturel. Par exemple, lors du forgeage de lingots d'aciers à outils dans le bloc de forgeage à quatre matrices sur l'unité de forgeage AKP 500/2,5, la consommation de gaz naturel diminue de 120 à 230 m³ lors de la fabrication d'une tonne de pièces forgées.
Économie de métal
Le schéma de réduction à quatre côtés dans le bloc de forgeage à quatre matrices avec des matrices spécialement conçues fournit des contraintes de compression dans la zone de surface de la pièce, ce qui permet le forgeage sans défauts de surface. Grâce à cela, l'enlèvement de la couche de surface défectueuse du métal pendant le traitement d'ajustement est réduit, ce qui augmente le rendement en métal utilisable. En outre, la réduction du nombre de réchauffages supplémentaires de la pièce réduit l'oxydation du métal (de 2 à 2,5% à chaque nouveau réchauffage), ce qui augmente également le rendement en métal utilisable.
Les études menées par l'auteur ont montré que lors du forgeage de lingots de 7 à 10 tonnes d'aciers de construction et d'aciers à outils sur une presse de 20 MN dans un bloc de forgeage à quatre matrices, les défauts de surface existants sous forme de fissures n'augmentaient pas en profondeur pendant le forgeage, mais, au contraire, diminuaient avec l'augmentation du taux de réduction en raison de leur étirement dans la direction de l'axe longitudinal de la pièce [1]. Le forgeage expérimental de lingots d'aciers 08Kh18N10T, EI696A et EI703 dans le bloc de forgeage à quatre matrices sur une presse de 20 MN pour l'usine métallurgique JSC "Elektrostal" a montré:
- la technologie de forgeage dans le bloc de forgeage a permis de forger même des lingots d'aciers EI696A et EI703, qui avaient été rejetés en raison de défauts de surface, en obtenant de bonnes pièces forgées. Lors du forgeage de tels lingots en utilisant la technologie traditionnelle avec deux matrices à l'usine JSC "Elektrostal", le métal aurait été rejeté en raison de déchirures;
- par rapport au forgeage avec deux matrices, deux réchauffages supplémentaires des pièces ont été éliminés;
- la qualité du métal (propriétés mécaniques, macro et microstructure) était conforme à la documentation normative et technique et se situait au niveau du métal forgé sur la presse de manière traditionnelle. L'étude de la qualité du métal a été réalisée dans le laboratoire central de recherche de JSC "Elektrostal".
Le forgeage dans des blocs de forgeage à quatre matrices offre une précision dimensionnelle accrue des pièces forgées. Cela permet, lors de l'utilisation de la nouvelle méthode de forgeage dans le cycle de production des entreprises de construction mécanique, de réduire les surépaisseurs attribuées aux pièces forgées de 30 à 50%, augmentant ainsi le coefficient d'utilisation du métal, ainsi que de réduire la consommation d'énergie pendant le traitement mécanique des pièces forgées et la consommation d'outils de coupe.
Qualité du métal et précision du forgeage
Le fonctionnement efficace du bloc de forgeage à quatre matrices n'est possible que lors de l'utilisation de nouvelles méthodes de forgeage avec quatre matrices, qui sont spécialement développées pour cet outil. La base de la technologie est une méthode de forgeage qui comprend la réduction de la pièce avec deux paires de matrices situées dans deux plans mutuellement perpendiculaires, avec l'application simultanée de la force de réduction normale et de la force de cisaillement dans la direction de la matrice inférieure, l'alimentation et la rotation de la pièce après chaque passe à un angle de 45° [2]. Dans ce cas, en fonction des dimensions de la section transversale du lingot et de la pièce forgée finie, il peut y avoir plusieurs méthodes de forgeage avec quatre matrices dans le bloc de forgeage. Une des technologies prévoit l'alternance des passes intermédiaires des pièces avec des sections transversales carrées et octogonales.
Pour un travail de déformation plus intensif de la structure métallique coulée, le lingot est réduit avec de tels degrés de déformation qu'une partie du métal est déplacée dans l'espace entre les matrices. En conséquence, une déformation de cisaillement supplémentaire des volumes de métal se produit dans la section de la pièce réduite. Après avoir tourné la pièce à un angle de 45°, les volumes de métal déplacés sont pressés dans la pièce avec un degré élevé de déformation, assurant un travail de déformation intensif de la structure métallique coulée de la pièce, y compris la zone axiale. Un tel schéma de réduction à quatre matrices crée des contraintes de compression non seulement à la surface, mais aussi dans toute la section transversale de la pièce, ce qui conduit à une diminution de l'épaisseur de la couche de surface défectueuse du métal (ou à son absence complète), ainsi qu'à l'élimination des défauts internes dans la structure métallique coulée. Des études réalisées par le développeur ont montré que le forgeage de lingots de 7-10 tonnes d'aciers au carbone sur une presse de 20 MN dans un bloc de forgeage assure la production de pièces forgées sans pores internes et correspondant à des indicateurs élevés de la qualité de la microstructure du métal avec un taux de réduction du lingot de 3,1-3,8 [4]. Les pièces forgées obtenues dans le bloc de forgeage à quatre matrices se distinguaient non seulement par la haute qualité du métal, mais aussi par une grande précision. Le calibrage des pièces forgées dans le bloc de forgeage à quatre matrices avec des matrices spécialement conçues permet de réduire les tolérances de 2 à 2,5 fois et les surépaisseurs de 1,5 fois par rapport au forgeage traditionnel avec deux matrices et d'obtenir des barres avec une rugosité de surface s'approchant de celle des billettes obtenues par laminage. Cela a permis d'économiser jusqu'à 50 kg de métal par tonne de pièces forgées d'un diamètre de 300-370 mm.
Pour déterminer l'effet de déformation du forgeage, une étude expérimentale des déformations finales dans une pièce forgée obtenue dans un bloc de forgeage à quatre matrices à partir d'une pièce de section transversale ronde, dans laquelle une grille de coordonnées avec placement longitudinal des tiges a été placée, a été menée dans le travail [5]. Il a été constaté que même avec de petits rapports de réduction (K = 1,56-2,49), il y a une augmentation de l'intensité de déformation dans la zone axiale de la pièce forgée (Fig. 5). Cela confirme une fois de plus l'efficacité des schémas de forgeage adoptés dans les blocs de forgeage à quatre matrices.
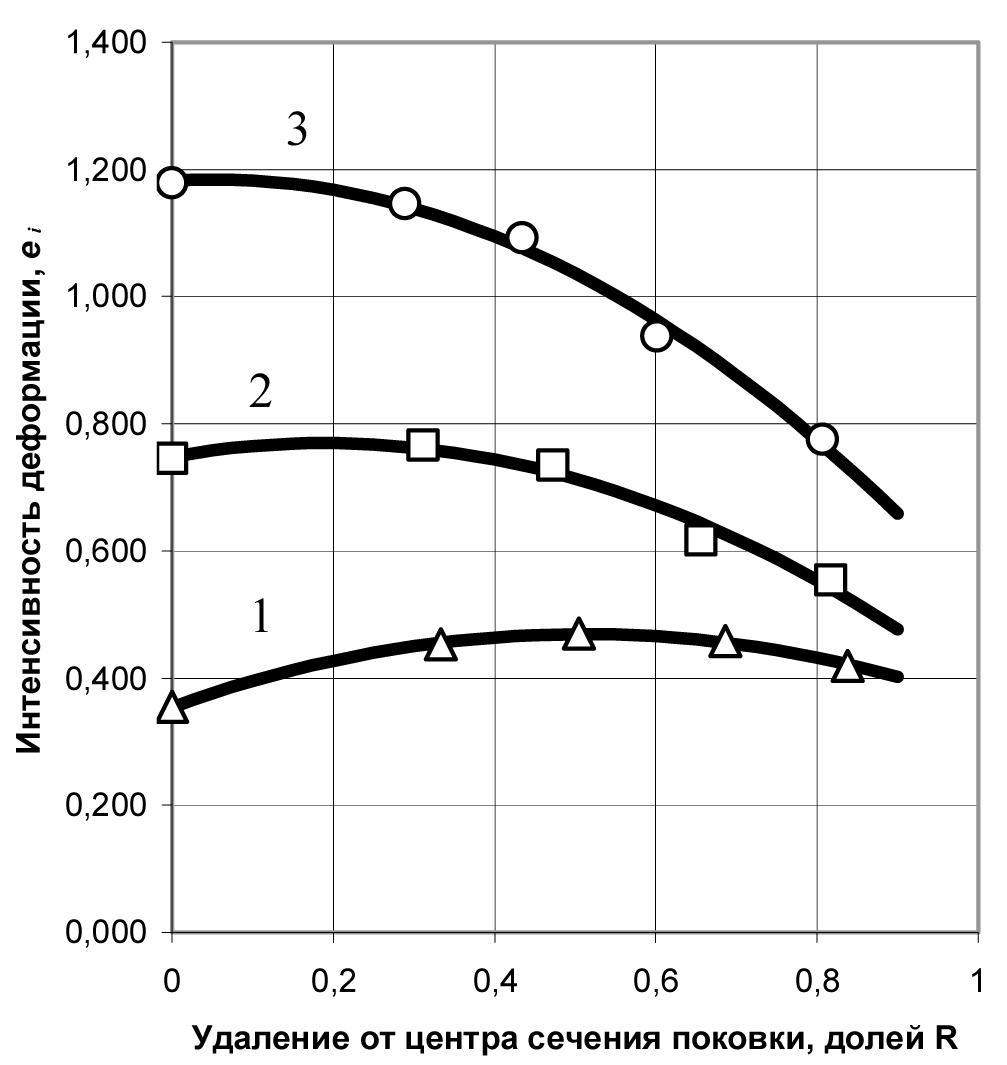
Fig.5. Variation de l'intensité de déformation à travers la section d'une pièce forgée forgée avec différents rapports de réduction: 1- diamètre de section de la pièce forgée - 105 mm, rapport de réduction - 1,56; 2 - diamètre de section de la pièce forgée - 93 mm, rapport de réduction - 1,98; diamètre de section de la pièce forgée - 83 mm, rapport de réduction - 2,49
Pour déterminer l'efficacité du forgeage dans le bloc de forgeage à quatre matrices, une étude comparative de la qualité du métal dans les pièces forgées obtenues sur une presse de forgeage hydraulique et les pièces forgées forgées sur une MFR selon la technologie adoptée à l'usine métallurgique JSC "Dneprospetsstal" a également été réalisée [6]. Des études de la microstructure des pièces forgées d'un diamètre de 122 mm en acier Kh12MF, obtenues en utilisant deux technologies, ont montré que le forgeage des pièces dans le bloc de forgeage à quatre matrices fournit une réduction significative de l'hétérogénéité des carbures dans toute la section transversale de la pièce forgée, à savoir: de 32 à 13 points dans la couche de surface, de 35 à 14 points au milieu du rayon, et de 35 à 14 points au centre de la section de la pièce forgée selon l'échelle "Böhler", Autriche. En même temps, dans la pièce forgée forgée sur la MFR, la microstructure du métal est significativement pire: l'hétérogénéité des carbures au milieu du rayon est de 24 points, et au centre de la section transversale - 34 points.
Dans le travail [7], les principaux indicateurs de la qualité de la microstructure (morphologie, dispersion et distribution des phases carbures) et les propriétés des billettes forgées à partir d'aciers et alliages complexes alliés obtenus par forgeage dans le bloc de forgeage à quatre matrices sur le complexe de forgeage AKP-500/2,5, qui comprend une presse de 5 MN, ont été étudiés. Des études ont montré que grâce au forgeage radial-cisaillant intensif des billettes d'alliages V11M7K23-MOD et USP18K23-MOD-PM, une distribution uniforme des phases intermétalliques fines de type (Fe, Co)7,(W, Mo)6 et des phases de Laves de type Fe2W(Mo) est assurée. Les billettes forgées de ces alliages ont des valeurs élevées de dureté après trempe et vieillissement (69-70 HRC), de résistance à la flexion (σflexion = 2300-2600 MPa) et de résistance à la chaleur (690-700°C). En outre, des études menées dans ce travail ont montré que lors du forgeage avec deux matrices dans une pièce en acier P12M3K8F2 d'un diamètre de 80-100 mm, l'hétérogénéité des carbures est maintenue dans la plage de grade 5-6. Le forgeage du même acier dans le bloc de forgeage à quatre matrices a assuré une réduction de l'hétérogénéité des carbures au grade 3-4 dans les billettes d'un diamètre de 80-100 mm. En même temps, un travail profond du métal a été réalisé dans toute la section transversale de la pièce par rapport à la méthode traditionnelle de forgeage avec deux matrices.
Dans un rapport présenté lors de la 17e Rencontre Internationale des Maîtres Forgerons (Espagne, Santander, 3-7 novembre 2008) par J.P. Gonzalez, P.F. David, J. Cordon, J.M. Llanos de la société SIDENOR (Espagne, Reynosa), il est indiqué que la conception du dispositif de forgeage radial à quatre matrices crée l'effet de torsion du matériau, conduisant à une amélioration de la macrostructure des pièces forgées [8]. Sur la base de la modélisation par ordinateur utilisant la méthode des éléments finis et des études expérimentales menées, il a été démontré que l'utilisation d'un dispositif de forgeage radial à quatre matrices a un effet positif sur la distribution des déformations à travers la section transversale de la pièce, et assure également l'élimination des défauts d'origine métallurgique (par exemple, les vides, les retassures). Le bloc de forgeage à quatre matrices, sur lequel la recherche a été menée, fonctionne à la société SIDENOR depuis 2003 sur une presse de 20 MN et est utilisé pour le forgeage de lingots pesant de 5 à 7 tonnes d'aciers au carbone, alliés, de construction et à outils [9].
Pour l'entreprise JSC "VILS", le forgeage de lingots d'alliages 2V, EP742ID et EI698VD dans le bloc de forgeage à quatre matrices sur une presse de 20 MN à l'atelier de forge de JSC "Tyazhpressmash" a été testé. Les résultats de l'étude de la qualité des barres forgées, réalisée à JSC "VILS", ont montré que leur forme géométrique, les écarts limites de diamètres et la macrostructure sont pleinement conformes aux exigences pour de tels produits semi-finis. Le travail de la structure métallique est assuré grâce à des déformations de cisaillement supplémentaires créées par la conception du dispositif et la technologie de forgeage. À la suite du travail effectué, il a également été établi que les principaux avantages du forgeage de tels alliages sur le bloc de forgeage sont:
- augmentation de la productivité du processus de forgeage de 1,5 à 2 fois;
- augmentation de la précision des dimensions des barres, en réduisant le champ de tolérance, de 2 fois.
Depuis 2005, des blocs de forgeage à quatre matrices fonctionnent sur deux presses d'une force de 20 MN à l'entreprise JSC "Tyazhpressmash", dans lesquels des lingots pesant de 5 à 10 tonnes d'aciers au carbone, de construction alliés et à outils sont forgés. Pendant le fonctionnement des blocs de forgeage, plus de 40 000 tonnes de pièces forgées ont été forgées, principalement pour l'exportation.
L'expérience de l'exploitation des blocs de forgeage sur des presses d'une force de 20 MN a montré ce qui suit:
1. La productivité du processus de forgeage a augmenté en moyenne de 2 fois par rapport au forgeage traditionnel de lingots avec deux matrices sur la même presse.
2. Le rendement en métal utilisable dans la production de pièces forgées en utilisant la technologie de forgeage dans les blocs de forgeage a augmenté de 10-12%.
3. Le calibrage des pièces forgées dans les blocs de forgeage a permis d'obtenir des pièces forgées de précision accrue.
4. La consommation de gaz a diminué de 25-30% à la suite de l'exclusion des réchauffages supplémentaires des pièces.
L'exploitation à long terme des blocs de forgeage à quatre matrices dans des conditions industrielles sur des presses de forgeage d'une force de 20 MN a démontré la haute fiabilité de la conception du dispositif développé.
Les calculs de l'effet économique de l'utilisation du bloc de forgeage à quatre matrices dans la production de pièces forgées à partir d'aciers alliés structurels et d'aciers à outils sur une presse de 20 MN ont montré que les économies résultant de la réduction des coûts s'élèvent à 5 000-13 000 roubles/tonne par rapport à la technologie traditionnelle de forgeage de lingots sur des presses, et la période de récupération des coûts est de 1-4 mois.
Depuis 2005, 4 blocs de forgeage ont été conçus et installés dans des usines russes: JSC "Bummash", VSMPO AVISMA Corporation, LLC "SSM Tyazhmash", où ils fonctionnent avec succès.
Ainsi, la technologie de forgeage dans les blocs de forgeage à quatre matrices présente des avantages techniques et économiques significatifs par rapport aux technologies traditionnelles largement connues de forgeage libre.
Références
1. Volodin A.M., Lazorkin V.A. - Premiers blocs de forgeage industriels à quatre matrices pour le forgeage d'aciers et d'alliages sur des presses de forgeage hydrauliques// Métaux ferreux. 2008, février. P.14-19.
2. Certificat d'auteur de l'URSS n°1639860, ICI B21 J1/04, 1989, Méthode de forgeage de pièces dans un dispositif de forgeage à quatre matrices.
3. Volodin A.M., Lazorkin V.A., Bogdanovsky A.S. - Forgeage radial de lingots dans des dispositifs de forgeage à quatre matrices sur des presses de forgeage hydrauliques - la base pour la création de nouveaux complexes de forgeage automatisés// Production de forgeage et d'estampage. Formage des métaux. 2005. N°10. P.36-39.
4. Volodin A.M., Lazorkin V.A., Sorokin V.A., Petrov N.P. - Nouvelles technologies et équipements pour le forgeage radial de lingots// Production de forgeage et d'estampage. Formage des métaux. 2006. N°10. P.22-27.
5. Melnikov Yu.V. Étude expérimentale des déformations finales dans une pièce forgée obtenue par forgeage radial à quatre faces avec des macro-cisaillements supplémentaires // Nouveaux matériaux et technologies en métallurgie et en ingénierie mécanique - 2004. - N°2. - P. 75-78.
6. Lazorkin V.A., Yatsenko R.V., Melnikov Yu.V. Qualité des pièces forgées fabriquées par forgeage radial sur une presse de forgeage hydraulique //Production de forgeage et d'estampage. Formage des métaux. 2005. N°5. P.8-11.
7. Artamonov Yu.V., Bedrosova L.V., Zubkova V.T., Melnikov Yu.V. Microstructure et propriétés d'aciers à outils et d'alliages complexes alliés obtenus à l'aide d'un dispositif de forgeage à quatre matrices sur une presse AKP-500// Métallographie et traitement thermique des métaux. 2008. N°7. P.15-17.
8. Gonzalez J.R., David P.F., Gordon J., Llanos J.M. Fem simulation of the new radial forging device process at Sidenor. Proc. 17th IFM 2008, November. 3-7, Santander, Spain, p. 237-243.
9. Brevet ukrainien n°34978 du 27.07.1999, ICI B21 J1/04, 13/03. Méthode de forgeage de pièces et dispositif de forgeage à quatre matrices pour sa mise en œuvre.
_1743074448.jpg&description=Une analyse comparative de deux procédés de production de pièces forgées d'un diamètre de 150 mm à partir d'une ébauche d'un diamètre de 350 mm a été réalisée. Selon la première technologie, une pièce en acier à outils rapide a été forgée sur une presse avec deux matrices de découpe, et selon la deuxième technologie, en FDFD.){kind=link}