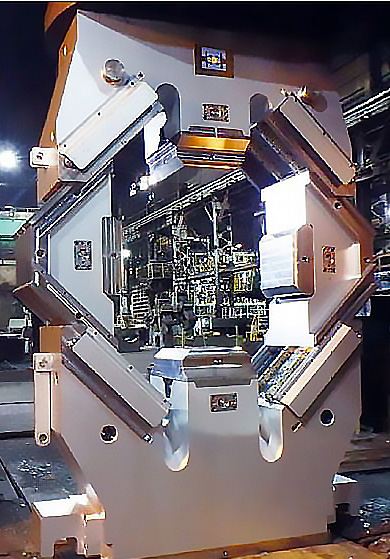
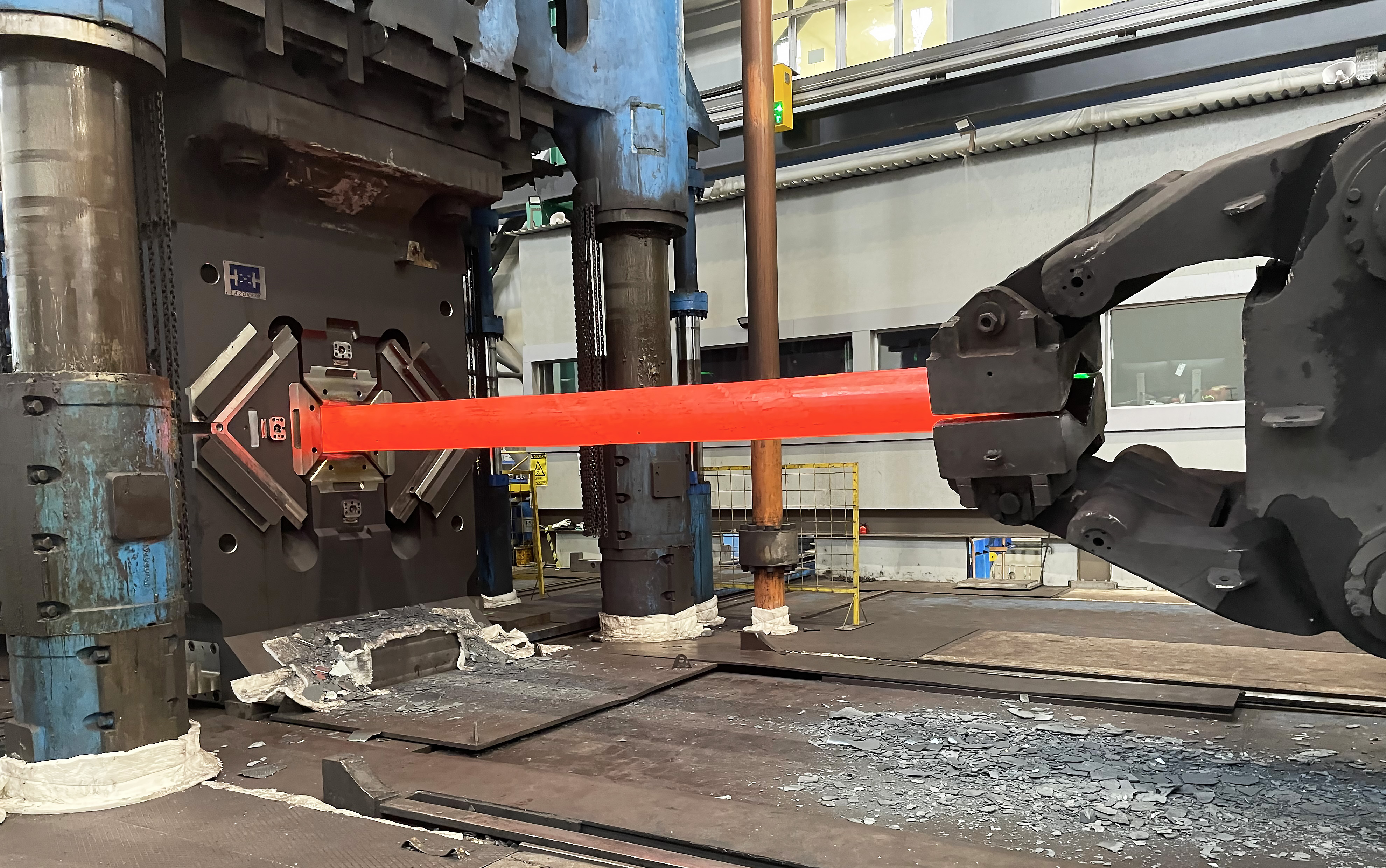
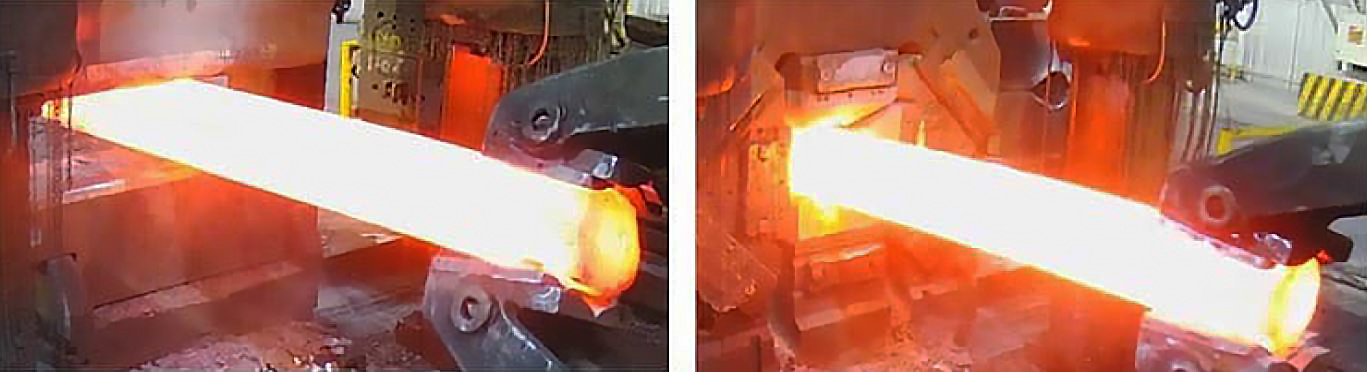
日本某钢铁厂的40 MN液压锻压机上安装了一台新的FDFD。
阅读更多-
联系我们 +38 (067) 977-27-43
-
发送邮件 lazorkin.engineering@gmail.com
-
营业时间 周一至周五,9:00 至 18:00